Kuvaus

BCN3D metallipakkaus
Metallipakkaus on päivitys nykyiselle Epsilon-sarjalle, joka avaa BCN3D:n asiakkaille uusia sovellusmahdollisuuksia erityisesti varaosien, toiminnallisten prototyyppien ja työkalujen valmistukseen, ja se on suunnattu pääasiassa lääke-, elintarvike-, auto-, ilmailu- ja avaruusteollisuuden sekä valmistusteollisuuden aloille. Tällä prosessilla tuotetut osat ovat käytännöllisesti katsoen samanlaisia kuin MIM- tai CNC-menetelmällä tuotetut osat, ja ne tarjoavat toimistoystävällisen ratkaisun, jossa on paljon enemmän suunnitteluvapautta.
BCN3D metallipakkaus sisältää sekä Ultrafuse® 316L:n että 17-4 PH:n ja uuden, yksinomaan metallille tarkoitetun suuttimenpään sekä erityistarvikkeita sujuvan tulostuskokemuksen varmistamiseksi. BCN3D on luonut BCN3D Stratos viipalointiohjelmalle uuden tulostusprofiilin metallille, joka välttää tulostettavan kappaleen sisäiset jännitykset tulostusprosessin aikana. Tulostuksen jälkeen purku- ja sintrausprosessit voidaan suorittaa ulkoisesti Forward AM:n nykyisen valtuutetun palveluntoimittajaverkoston kautta.
Ultrafuse® metallifilamentti-valikoima on kehitetty BASF:n vuosikymmeniä kestäneen osaamisen pohjalta metalliruiskuvaluteollisuudessa (MIM).
Kuinka prosessi toimii?
Prosessi on jaettu kolmeen vaiheeseen: osan tulostaminen BCN3D Epsilon 3D-tulostimilla ja sitä seuraavat alan standardoidut purku ja sintraus, jotka tehdään ulkoisesti Forward AM:n nykyisen valtuutetun toimittajaverkoston kautta. Tuloksena on lopullinen osa, joka on lähes 100-prosenttisesti kiinteää ruostumatonta terästä.
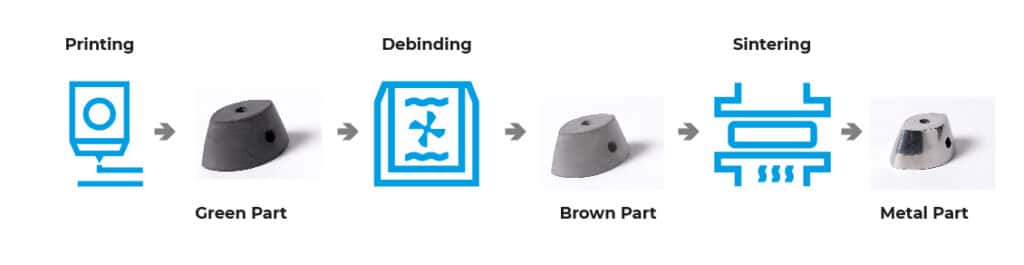
Tulostusprosessia varten Ultrafuse® 316L- ja 17-4 PH -filamentit sisältävät runsaasti ruostumatonta terästä yhdessä polymeerisideaineiden kanssa, jotka mahdollistavat helpon tulostuksen. Sideainepitoisuus poistetaan tulostetusta osasta katalyyttisen sidoksenpoistoprosessin avulla. Seuraavassa vaiheessa osa sintrataan metallin sulamislämpötilan alapuolella, jolloin metallihiukkaset sulautuvat yhteen. Tämän jälkeen materiaali saavuttaa lopullisen tilansa jälkisintrauksen avulla, jolloin se saavuttaa vaaditut ominaisuudet esimerkiksi kovuuden ja lujuuden osalta.
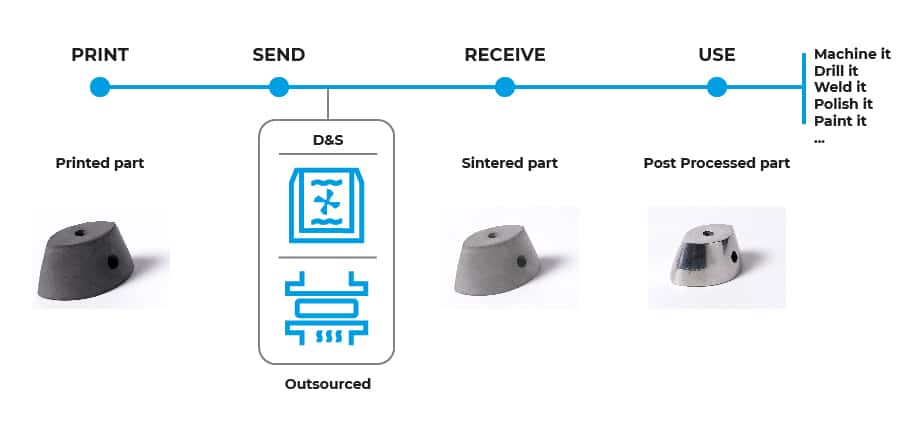
Käyttäjän työnkulku näkyy seuraavassa kuvassa.
Suositellut BCN3D & BASF D&S -palveluntarjoajat, jotka tarjoavat sintraus- ja purkupalveluja, ovat:
Elnik(Eurooppa):
- Elnik aloittaa tilausten prosessoinnin toisena ja neljäntenä tiistaina joka kuukausi. Jotta tätä aikataulua voidaan noudattaa, osien on oltava perillä viimeistään aikataulun mukaista ajoa edeltävänä perjantaina.
- Elnik kuluttaa per kilogramma, tarkoittaen sitä että joudut ostamaan yhtä monta lippua kuin kilomäärä mitä lähetät.
- Osien on täytettävä BASF:n ohjeelliset vaatimukset, joita Elnik noudattaa tarkasti, tai ne hylätään.
CMG (UK & Eurooppa):
- CMG ajaa D&S-jaksoja lähes joka viikko. Heillä on yksi markkinoiden nopeimmista toimitusajoista.
- CMG veloittaa uunissa olevan tilan mukaan, mikä tarkoittaa, että kustannukset riippuvat siitä, kuinka paljon tilaa osat vievät.
- Ne mahdollistavat jopa 200 mm x 300 mm x 100 mm suuruisten osien purun ja sintrauksen, ja ne ovat avoimia suurempienkin osien käsittelyyn.
- Ne tarjoavat monenlaisia jälkikäsittelypalveluja, kuten koneistusta ja kiillotusta.
Jos haluat lisätietoja metallin työnkulusta, lue seuraavat ohjeet.
Mallin vaatimukset ja ohjeelliset vaatimukset
BCN3D:n tuki on laatinut joitain dokumentaatioita jotta saat maksimoitua metallipakkauksen käytön:
Seuraavissa valmistajan BASF:n ohjeissa kerrotaan:
- Prosessin työnkulku
- Sitomattomuuden simulointi
- Osan suuntaus
- Kutistuminen ja sintrausvääristymät
- Tukee “ei vain tulostusta”
- Sidonnan poisto ja sintraus
- Jälkikäsittely
->Käyttöohjeet
->Purun simulointiohjeet
Videokoulutus BASF:ltä
Moduuli 1: Metalli 3D-tulostuksen esittelyä
Moduuli 2: Prosessi
Moduuli 3: Suunnitteluohjeet
Moduuli 4: Simulointipalvelut
Ominaisuudet
BCN3D:ssä tehtiin useita testejä, jotta tulostimillamme saavutettavat lopputulokset olisivat oikeat. Seuraavassa ovat parhaat tulokset, jotka olemme saavuttaneet metallilla. Suosittelemme vahvasti, että luot omia iteraatioita saadaksesi oikean tarkkuuden erityiseen malliisi kutistumisen kompensoimiseksi:
- Saavutettu tiheys Epsilon-sarjalla: 7,74 yli 7,85 g/cm3 (98,59 %).
- Kutistuma Epsilon-sarjalla: 19 % XY / 24 % Z (riippuu geometriasta).
- Epsilon-sarjalla saavutettava enimmäistarkkuus: enintään ±0,09 mm XY / ±0,04 mm Z.
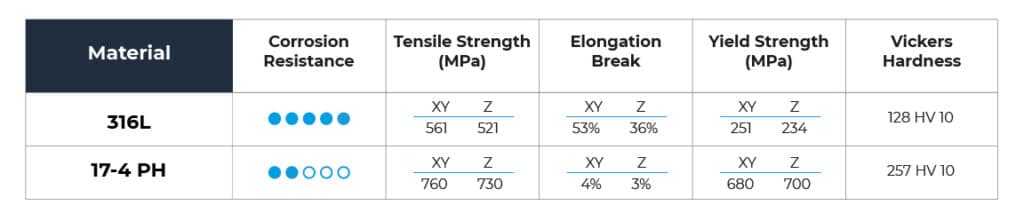
Alla olevasta taulukosta näet 316-L:n ja 17-4PH:n erot:
Pääominaisuudet
Metalliosien jälkikäsittely
Tulostettuja metallikappaleita voidaan käsitellä samalla tavalla kuin teräksestä valmistettuja kappaleita käsitellään perinteisellä tavalla, mikä tarjoaa monenlaisia mahdollisuuksia kappaleen viimeistelyn parantamiseen.
Tässä artikkelissa kerromme erilaisista prosesseista, joita voit tehdä kappaleillesi pinnanlaadun parantamiseksi.

Kysymyksiä ja vastauksia
- Mikä on tämän materiaalin kutistumisprosentti?
BCN3D-metallitulostusprofiilin kanssa olemme määritelleet kutistuman 19 %XY ja 24 %Z, mikä tarkoittaa, että tulostamme tiheämmin kuin muut merkit ja tuhlaamme siten vähemmän tulostusaikaa.
- Voidaanko purku ja sintraus tehdä ilman ulkoistamista? Voinko hankkia laitteet ja tehdä purun ja sintrauksen itse?
On täysin mahdollista suorittaa purku- ja sintrausvaiheet itse, jos sinulla on käytössäsi laitos, jossa on asianmukaiset laitteet, tai jos olet kiinnostunut tekemään purkua ja sintrausta sellaisessa mittakaavassa, että pääomakustannukset ovat perusteltuja. Kustannustehokkain menetelmä suurimmalle osalle käyttäjistä on kuitenkin käyttää osia käsittelemään valmistautuneiden purku- ja sintrauspalvelukeskusten verkostoa.
- Kuinka paljon purun ja sintrauksen ulkoistaminen maksaa?
40-70 €/KG.
- Voinko käyttää tukimateriaaleja tälle filamentille?
Emme suosittele tukimateriaalien käyttöä Ultrafuse 316L -tulosteiden kanssa. Vaikka Ultrafuse 316L -osien valmistuksessa on mahdollista käyttää irtoavia ja vesiliukoisia tukiaineita, ne eivät pysty säilyttämään tulosteen muotoa sintrauksen aikana, mikä johtaa muodonmuutoksiin. Ultrafuse 316L -filamentin käyttäminen omana tukimateriaalinaan on myös mahdollista, mutta se edellyttäisi tuen työstämistä, leikkaamista tai hiontaa pois sintrauksen jälkeen. BASF kehittää parhaillaan keraamista tukiainetta, joka toimisi hyvin IDEX-teknologiamme kanssa. Toinen vaihtoehto on poistaa tuet ja osoittaa, että rajapintaan levitetään keraaminen suihke ennen prosessia, ennen kuin osat lähetetään toimittajille.
Mitä pakkauksen mukana tulee?
- 1x 316L 3Kg BASF kela
- 1x 17-4PH 3Kg BASF kela
- 2x Suuttimenpää M (lisää infoa)
- 1x Magigoo Pro Metal
- 2x Brass Pyyhin
- Aktivointikoodi